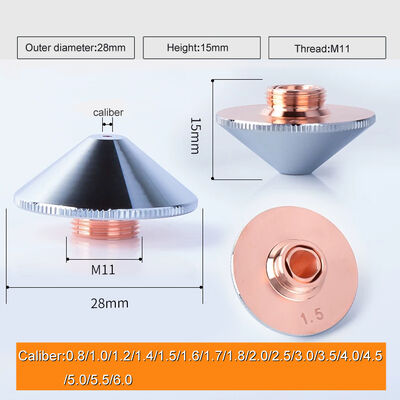
HSD130 Düse 220530 für Plasmaschneider
Shanghai ZhouBo Welding & Cutting Technology Company ist ein professioneller Hersteller von Verbrauchsmaterialien für Plasmaschneider,Plasmaschneidemaschine HSD130 Zubehör, Plasma-Verbrauchsmaterialien.HSD130Zubehör für das PlasmaschneidenHSD130Teile für Plasmatorchen. Hyperherm Plasmaschneiderdüse 220489, Plasmaschneiderdüse 220492, 45A-Düse 220525, 50A-Düse 220530, Hyperherm-Elektrode 220525, Plasmaschneiderspitzen 220487, HyperhermHSD130Wirbelring 220529, 130A Wirbelring 220488, HSD130 Schutzschild 220532, 220536, 220491, Plasmaschneider-Wasserrohr 220937. Plasma-Haltekappe 220578,
| Maschine |
HEC NO. |
Referenz Nr. |
Beschreibung |
|
HSD 130
|
H03528 |
220528 |
Elektrode, Luft 45/Sauerstoff 50 Ampere |
| H02487, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02497, H02498, H02499, H02499, H02499, H02499, H02499, H02499, H02499, |
220487 |
Elektrode, (Luft) 130/ (Sauerstoff) 130 Ampere |
| H03415 |
220415 |
Elektrode, 130Amp (N2,H35) |
| H73529 |
220529 |
Wirbelring, Luft 45/Sauerstoff 50 Ampere |
| H72488 |
220488 |
Wirbelring, Luft 130/Sauerstoff 130 Ampere |
| H13525 |
220525 |
Einheit für die Berechnung der Einheitlichen Kennzahl |
| H13530 |
220530 |
Einheitliche Prüfungen |
| H13492 |
220492 |
Einheit für die Bereitstellung von Luft |
| H13489 |
220489 |
Einheitliche Anlage |
| H13535 |
220535 |
Einheitliche Prüfungen |
| H33578 |
220578 |
Beibehaltliche Obergrenze 45/50/130Amp (Luft, Sauerstoff) |
| H33534 |
220534 |
Beibehaltener Grenzwert 45/130Amp (N2 und F5,H35) |
| H2303 |
220532 |
Schild, Luft 45/Sauerstoff 50 Ampere |
| H2203 |
220536 |
Schild, 130 Ampere (Luft) |
| H22491 |
220491 |
Schild, 130 Ampere (Sauerstoff) |
| H03415 |
220415 |
Elektrode, 130Amp (N2,H35) |
| H03535 |
220535 |
Einheitliche Prüfungen |
| H33534 |
220534 |
Beibehaltener Grenzwert 45/130Amp (N2 und F5,H35) |
Technische Unterstützung:
Plasmaschneidetechnologie
Verbessern Sie die Qualität des Schneidens der zehn Schritte
7 Schneidflamme und Werkstück senkrecht auf
Wenn die Schnittflamme und das Werkstoff nicht vertikal sind, schneidet man die Winkelstelle aus.
8 die Schnittrichtung bestätigen
Die gute Seite ist immer auf der Schneidfläche entlang der Richtung des Gehens auf der rechten Seite der Fackel (vorausgesetzt, die Verwendung von Wirbelring ist richtig)
9 Einstellung der anfänglichen Bogenlänge
Bei einem mechanischen Schneidsystem, das auf der Leitlinie der Bogenstartstrecke basiert (siehe Tabelle Rev. Bogenregelungsbereich), wird der Anfangsbogenstand manuell angepasst.Der Sperrspannungsregler ist bis zur Bestimmung des Prüfschnitts und anderer Parameter stark geregelt..
4, Schnittgeschwindigkeit einstellen
Die erste Schnittgeschwindigkeit ist nach dem Schnittdiagramm des Bedienhandbuchs auszuwählen.Und dann die Schneidgeschwindigkeit anpassen, um den richtigen Schneidbogenwinkel zu erhalten.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!