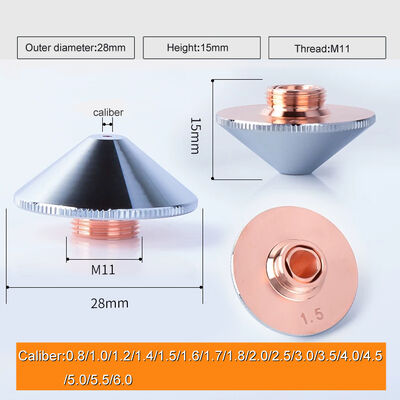
Führer-Basis 969-95-24860 KOMATSU 30KW für KOMATSU-Plasmaschneiden-Maschine zerteilt
Schweißen u. Schneidtechnik Shanghais ZhouBo wird auf Schweißen spezialisiert u. suchen Ausschnittverbrauchsmaterialien mit guter Qualität, konkurrenzfähiger Preis, pünktliche Lieferung und ausgezeichnete Dienstleistungen und wir nach der langfristigen freundlichen Zusammenarbeit mit Ihnen. KOMATSU-Plasmaschneidenmaschine 30KW, 60KW Zusätze, Plasmaverbrauchsmaterialien. KOMATSU-Plasma 3082, 3084, 3086 Plasmaschneidenzusätze, KOMATSU-Plasmabrenner zerteilt. KOMATSU-Plasmaschneiderdüse 969-95-24130 1.3mm, Plasmaschneidendüse 969-95-24180 1.1mm, versehen 969-95-24190 0.8mm, mit einer Düse versehen 969-95-24770 0.6mm, mit einer Düse versehen 969-95-24930 1.4mm, mit einer Düse versehen 969-95-24920 1.6mm, Koike-Elektrode 969-95-24310, Elektrode 969-95-24910, Schild 969-95-24340, Schild 969-95-24750, Schild 969-95-24810, Schild 969-95-24950, Schild 969-95-24960 mit einer Düse

| Maschine |
HEC NEIN. |
Hinweis NEIN. |
Beschreibung |
| 30KW |
L41470 |
969-95-24470 |
Äußere Kappe |
| L21750 |
969-95-24750 |
Schild-Kappe (
|
| L21810 |
969-95-24810 |
Schild-Kappe (>t6mm) |
| L31141 |
969-95-24141 |
Ring |
| L11130 |
969-95-24130 |
Düse 1.3mm |
| L11190 |
969-95-24180 |
Düse 1.1mm |
| L11180 |
969-95-24190 |
Düse 0.8mm |
| L11770 |
969-95-24770 |
Düse 0.6mm |
| L71320 |
969-95-24320 |
Führen Sie A (Düse 1,3,1,1mm) |
| L71780 |
969-95-24780 |
Führen B (Düse 0,8, 0.6mm) |
| L01310 |
969-95-24310 |
Elektrode |
| L91410 |
969-95-24410 |
Unterlegscheibe für äußere Kappe |
| L91162 |
969-94-24162 |
Mittelrohr |
| L91163 |
969-94-24163 |
Mittelrohr |
| L81311 |
969-94-24311 |
Fackel-Körper-Ausrüstung |
| L81312 |
969-94-24312 |
Fackel-Körper-Ausrüstung |
| L90990 |
969-95-10990 |
Kühlwasser |
| L01910 |
969-95-24910 |
Elektrode |
| L11920 |
969-95-24920 |
Düse 1,6 |
| L11930 |
969-95-24930 |
Düse 1,4 |
| L21950 |
969-95-24950 |
Schild-Kappe 1,6 |
| L21960 |
969-95-24960 |
Schild-Kappe 1,4 |
| |
|
|
|
Technische Unterstützung:
Allgemeine Probleme in der Anwendung der Plasmaschneidenmaschine
Führt möglicherweise elektrische Bogenstabilität des Plasmaschneidens beeinflussen direkt die Ausschnittqualität, instabiles Phänomen des Plasmabogens, führen zu Schnitt ist ungleich, Produkt von Melanomdefekten, auch zu die Abnahme des Kontrollsystems des in Verbindung stehenden Komponentenlebens, der Düse und häufigen des Ersatzes der Elektrode. Angesichts dieses Phänomens analysieren Sie und schlagen Sie Lösungen vor.
1 Schneidbrennerdüse und -elektrode
„Da die Düseninstallation unsachgemäß ist, wie Faden werden, Ausrüstung jeder Block gebissenen unsachgemäßen Anpassung, BedarfsWasserkühlung der Fackel bei der Arbeit, nicht in Übereinstimmung mit den Anforderungen des Durchlaufs nicht in den Fluss des Kühlwassers festgezogen und häufige Bogen, verursachen vorzeitigen Ausfall der Düse.
„Die Lösung stimmt, mit der Anforderung der Technologie des Werkstückausschnitts überein und die korrekte Anpassung des Ausrüstungsgangs, überprüfen die Fackeldüse ist installiert fest ist, durch die Kühlwasserdüse sollte in der Kühlwasserzirkulation im Voraus oben gemacht werden. Beim Schnitt, Schneidbrenner und Werkstückstärkeanpassung entsprechend Werkstückabstand.
2 eingegebene Wechselspannung ist zu niedrig
Plasmaschneidenmaschine unter Verwendung des Standorts hat Anlagen eines der großen Energie Gebrauches, Schneidemaschineinterne Hauptstromkreiskomponenten, etc., macht, Wechselspannung einzugeben ist zu niedrig.
Die Lösung ist, zu überprüfen, ob es genügende Kapazität des Plasmaschneidenmaschinenzugangs zum Stromnetz gibt, die Stromleitung Spezifikationen übereinstimmen mit den Anforderungen. Plasmaschneidenmaschinen-Installationsstandort, sollte weit weg von den großen Elektrogeräten sein und Platz der elektrischen Störung häufig haben. Der Gebrauch von dem Prozess, die Schmutz- und Staubschneidemaschinekomponenten regelmäßig zu säubern, überprüfen die Verdrahtung altert ETC….
schlechter Kontakt 3 mit dem Boden
„Der Boden ist wesentliche Vorbereitung vor Schneidarbeit A. Ohne den Gebrauch des speziellen Erdungswerkzeugs, verursachen Werkstückoberflächenisolierung und ernster Boden des langfristigen Alterns, schlechten Kontakt mit dem Boden.
Die spezielle Erdung des Gebrauches wenn, bearbeiten und überprüfen, ob der Isolierungseffekt des Grundkontaktes mit der Werkstückoberfläche, den Alternboden vermeiden.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!