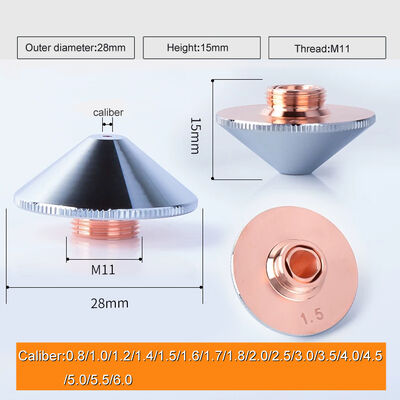
Kjellberg Düse.11.848.221.410 G2010 für Kjellberg Plasmaschneider Düse
Kjellberg Plasmaschneidemaschine:HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i und so weiter
Kjellberg-Maschine: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 und so weiter
Elektrode: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 und so weiter.
Die in Absatz 1 Buchstabe a genannten Angaben werden in Anhang I der Verordnung (EU) Nr. 182/2011 geändert.S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y,G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo Schweiß- und SchneidtechnologieWir bieten Ihnen alle Plasma-Verbrauchsmaterialien für, Kjellberg, Esab, Koike, Komatsu, Thermadyne, wie z.B.: Elektrode, Düse, Schild, Wirbelring, Innenkappe, Aufbewahrungskappe, Wasserröhre, Taschenlampe und so weiter.
| Maschine |
HEC NO. |
Nein, nein. |
Referenz: Nein. |
Beschreibung |
|
HIFOCUS 280i
HIFOCUS 360i
HIFOCUS 440i
(Kohlenstoffstahl)
|
K94211 |
G901Y |
.11.848.201.142 |
Kühlrohr |
| K94212 |
G902Y |
.11.852.201.142 |
Kühlrohr |
| K94241 |
G931Y |
.11.848.401.142 |
Kühlrohr |
| K0402 |
G002Y |
.11.848.221.300 |
Kathode O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Kathode O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Kathode O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Kathode O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Kathode O2 |
| K7441 |
G101 |
.11.848.221.145 |
Gasführer |
| K1466 |
G2006 |
.11.848.221.406 |
Düse O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Düse O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Tränenkappe |
| K641515 |
G4015 |
.11.848.201.1515 |
Gasverschluss |
| K641220 |
G4020 |
.11.848.201.1520 |
Gasverschluss |
| K44191 |
G501 |
.11.848.201.081 |
Schutzkappe |
| K0403 |
G003Y |
.11.848.221.310 |
Gathod -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Gasführer |
| K1468 |
G2008 |
.11.848.221.408 |
Düse O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
Düse O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
Düse O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
Düse O2 160A |
| K14616 |
G2016J |
.11.848.221.416 |
Düse O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
Tränenkappe |
| K641522 |
G4022 |
.11.848.201.1522 |
Gasverschluss |
| K641525 |
G4025 |
.11.848.201.1525 |
Gasverschluss |
| K641530 |
G4030 |
.11.848.201.1530 |
Gasverschluss |
| K04242 |
G032Y |
.11.848.421.310 |
Kathode O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Kathode O2 |
| K74251 |
G121 |
.11.848.421.145 |
Gasführer |
| K14826 |
G2326Y |
.11.848.421.426 |
Düse O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Düse O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Düse -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Tränenkappe |
| K541419 |
G3219 |
.11.848.401.1619 |
Tränenkappe |
| K541429 |
G3229 |
.11.848.401.1629 |
Tränenkappe |
| K641745 |
G4345 |
.11.848.401.1545 |
Gasverschluss |
| K641750 |
G4350 |
.11.848.401.1550 |
Gasverschluss |
| K641755 |
G4355 |
.11.848.401.1555 |
Gasverschluss |
Technische Unterstützung:
Hauptfaktoren, die zu schwerwiegenden Abfällen von Stahl und Zubehör führen
CNC-Flammen- und Plasmaschneidemaschine zu Beginn einer großen Anzahl von Industriebetrieben,CNC-Schneidmaschinenhersteller in der Produktion von CNC-WerkzeugmaschinenAber in der CNC-Schneidmaschine Hardware-Struktur und Fertigungsniveau der gleichen oder ähnlichen Umstände, aufgrund des Mangels an NC-Schneid-Software-Technologie,NC-Schneidmaschine in Gebrauch sind häufig im Prozess des Schneidens der Produktion Effizienz ist niedrig, die Stahl- und Materialabfälle sind ernsthafte Probleme, die spezifische Leistung in den folgenden Aspekten:
1. Das numerische Steuerungssystem ist nicht stabil: Benutzer beim Kauf von CNC-Schneidmaschine CNC-Systemwahl, blind verfolgen zivile Computer hohe Konfiguration, Auswahl von Fenster-System,Hochfrequenz-CPU und FestplatteAufgrund der hohen CPU-Frequenz und der hohen Festplattenleistung, des hohen Wärmeverbrauchs, vor allem im Sommer,Überhitzung der CNC-Systeme durch innere Wärme, wodurch CNC-System und Schneidmaschine nicht funktioniert, müssen das numerische Steuerungssystem für die Kühlung Industrieventilator verwenden.und der Ventilator ist leicht zu tragen und zu zerreißen, begrenzte Lebensdauer, leicht zu Schäden an der CPU und dem Motherboard führen, Schäden an der Festplatte durch Vibrationen an der Spur und infektiöse Viren verursachen Instabilität des NC-Systems,Dies führt zu einer Verringerung der Produktionsstagnation..
2. ohne Nutzung von Nest-Software: beim Kauf einer CNC-Schneidmaschine wurde nicht die Nest-Optimierungssoftware gekauft, sondern nur die Verwendung von CAD-Software und NC-Konvertierungssoftware,Zeichnung und NC-Schneidfilz, oder in der Bauteilbibliothek als NC-System bezeichnet wird, im NC-System von DXF oder NC-Datei manuelle Prozess-Nesting, lokales Schneiden,CNC-Schneidmaschine die meiste Zeit in einer Warte-Programmierung Nesterung im Leerlaufzustand, verringert die Produktionseffizienz der numerischen Steuerungsschneidmaschine erheblich, auch aufgrund des lokalen Schneidens von Stahlplatten, produziert eine große Anzahl von Überschussmaterialien oder Überschussstahl,Stahl führt zu schweren Abfällen.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!