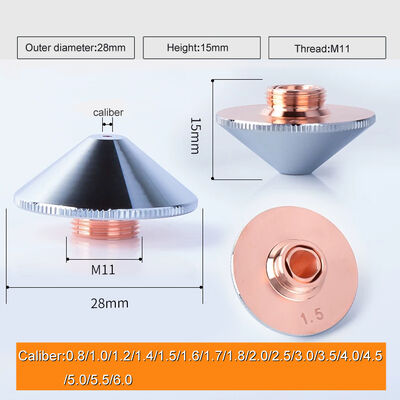
Kjellberg Düse .11.848.421.431 G2331Y Für Kjellberg Plasmaschneider Düse
Kjellberg Plasmaschneidmaschine: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i und so weiter
Kjellberg Maschine: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 und so weiter
Elektrode: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 und so weiter.
Düse: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo Schweiß- und Schneidtechnologieunternehmenkann Ihnen alle Plasma-Verbrauchsmaterialien für Kjellberg, Esab, Koike, Komatsu, Thermadyne anbieten, wie z.B.: Elektrode, Düse, Schild, Wirbelring, Innenkappe, Haltekappe, Wasserrohr, Brennerkörper und so weiter.
| Maschine |
HEC-NR. |
Thum-NR. |
Ref.-NR. |
Beschreibung |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Kohlenstoffstahl)
|
K94211 |
G901Y |
.11.848.201.142 |
Kühlrohr |
| K94212 |
G902Y |
.11.852.201.142 |
Kühlrohr |
| K94241 |
G931Y |
.11.848.401.142 |
Kühlrohr |
| K0402 |
G002Y |
.11.848.221.300 |
Kathode O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Kathode O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Kathode O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Kathode O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Kathode O2 |
| K7441 |
G101 |
.11.848.221.145 |
Gasführung |
| K1466 |
G2006 |
.11.848.221.406 |
Düse O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Düse O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Düsenkappe |
| K641515 |
G4015 |
.11.848.201.1515 |
Wirbelgaskappe |
| K641220 |
G4020 |
.11.848.201.1520 |
Wirbelgaskappe |
| K44191 |
G501 |
.11.848.201.081 |
Schutzkappe |
| K0403 |
G003Y |
.11.848.221.310 |
Kathode -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Gasführung |
| K1468 |
G2008 |
.11.848.221.408 |
Düse O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
Düse O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
Düse O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
Düse O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Düse O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
Düsenkappe |
| K641522 |
G4022 |
.11.848.201.1522 |
Wirbelgaskappe |
| K641525 |
G4025 |
.11.848.201.1525 |
Wirbelgaskappe |
| K641530 |
G4030 |
.11.848.201.1530 |
Wirbelgaskappe |
| K04242 |
G032Y |
.11.848.421.310 |
Kathode O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Kathode O2 |
| K74251 |
G121 |
.11.848.421.145 |
Gasführung |
| K14826 |
G2326Y |
.11.848.421.426 |
Düse O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Düse O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Düse -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Düsenkappe |
| K541419 |
G3219 |
.11.848.401.1619 |
Düsenkappe |
| K541429 |
G3229 |
.11.848.401.1629 |
Düsenkappe |
| K641745 |
G4345 |
.11.848.401.1545 |
Wirbelgaskappe |
| K641750 |
G4350 |
.11.848.401.1550 |
Wirbelgaskappe |
| K641755 |
G4355 |
.11.848.401.1555 |
Wirbelgaskappe |
Technischer Support:
Hauptfaktoren, die zu ernsthaften Material- und Verbrauchsmaterialverschwendung führen
CNC-Flammen- und Plasmaschneidmaschine zu Beginn einer großen Anzahl von Industrieunternehmen, CNC-Schneidmaschinenhersteller in der Produktion von CNC-Werkzeugmaschinendesign und Fertigungsniveau allmählich ausgereift und stabil. Aber unter den gleichen oder ähnlichen Umständen in Bezug auf die Hardwarestruktur und das Fertigungsniveau von CNC-Schneidmaschinen, aufgrund des Mangels an NC-Schneidsoftwaretechnologie, sind NC-Schneidmaschinen in Gebrauch üblich, dass der Prozess der Schneidproduktionseffizienz niedrig ist, die Verschwendung von Stahl und Material ernsthafte Probleme sind, die spezifische Leistung in den folgenden Aspekten:
1. Das numerische Steuerungssystem ist nicht stabil: Benutzer bei der Auswahl des CNC-Systems für CNC-Schneidmaschinen, blind die zivile Computer-High-Konfiguration verfolgen, Auswahl des Windows-Systems, Hochfrequenz-CPU und Festplatte, die Stabilität des numerischen Steuerungssystems, das in der Industrie verwendet wird, ignorieren. Aufgrund der Hochfrequenz-CPU und der Stromversorgung der Festplatte, des hohen Heizwertes, insbesondere im Sommer, überhitzt das CNC-System im Inneren, was dazu führt, dass das CNC-System und die Schneidmaschine nicht funktionieren, und das numerische Steuerungssystem für die Kühlung durch einen industriellen Lüfter verwendet werden muss. Darüber hinaus muss die Hochfrequenz-CPU mit einem Lüfter ausgestattet sein, und der Lüfter ist leicht zu verschleißen, begrenzte Lebensdauer, führt leicht zu Schäden an der CPU und dem Motherboard, Festplattenvibrationen, die die Spur beschädigen, und infektiöse Viren verursachen Instabilität des NC-Systems, was zu Produktionsstillstand führt.
2. Keine Verwendung von Verschachtelungssoftware: Beim Kauf einer CNC-Schneidmaschine wurde keine Verschachtelungsoptimierungssoftware gekauft, nur die Verwendung von CAD-Software und NC-Konvertierungssoftware, Zeichnen und NC-Schneiddatei, oder wird im NC-System in der Teilebibliothek aufgerufen, im NC-System von DXF- oder NC-Dateien manuelles Verschachteln, lokales Schneiden, CNC-Schneidmaschine die meiste Zeit im Leerlauf beim Programmieren und Verschachteln, was die Produktionseffizienz der numerischen Schneidmaschine erheblich reduziert, auch aufgrund des lokalen Schneidens von Stahlplatten, einer großen Anzahl von überschüssigen Materialien oder überschüssigem Stahl, Stahl führt zu ernsthaften Verschwendung.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!