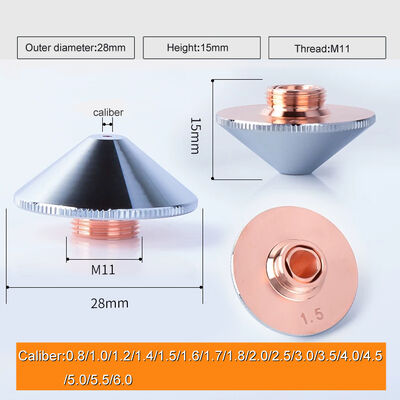
Kjellberg-Plasma-Zusätze .11.848.201.1628 G3028 für Kjellberg-Plasma-Schneider-Düsen-Kappe
Elektrode: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 und so weiter.
Düse: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Schweißens- u. Schneidtechnikfirma Shanghais ZhouBo kann Ihnen alle Plasmaverbrauchsmaterialien für hyptertherm, Kjellberg, Esab, Koike, KOMATSU, Thermadyne anbieten, wie: Elektrode, Düse, Schild, Strudelring, innere Kappe, Kappe und so weiter behalten, Wasserschlauch, Fackelkörper.
| Maschine | HEC NEIN. | Thum NEIN. | Hinweis NEIN. | Beschreibung |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Kohlenstoffstahl) | K94211 | G901Y | .11.848.201.142 | Kühlrohr |
| K94212 | G902Y | .11.852.201.142 | Kühlrohr |
| K94241 | G931Y | .11.848.401.142 | Kühlrohr |
| K0402 | G002Y | .11.848.221.300 | Kathoden-O2 |
| K0105 | G015Y | .11.848.231.350 | Kathoden-O2 |
| K0101 | G011Y | .11.848.231.320 | Kathoden-O2 |
| K0106 | G016Y | .11.848.231.360 | Kathoden-O2 |
| K0402 | G092Y | .11.848.401.310 | Kathoden-O2 |
| K7441 | G101 | .11.848.221.145 | Gasführer |
| K1466 | G2006 | .11.848.221.406 | Düsen-O2 25A |
| K1467 | G2007 | .11.848.221.407 | Düsen-O2 35A |
| K54124 | G3004 | .11.848.201.1604 | Düsenkappe |
| K641515 | G4015 | .11.848.201.1515 | StrudelGaskappe |
| K641220 | G4020 | .11.848.201.1520 | StrudelGaskappe |
| K44191 | G501 | .11.848.201.081 | Schutzkappe |
| K0403 | G003Y | .11.848.221.310 | Gathode - O2 |
| K7442 | G102 | .11.848.221.146 | Gasführer |
| K1468 | G2008 | .11.848.221.408 | Düsen-O2 50A |
| K14610 | G2010 | .11.848.221.410 | Düsen-O2 80A |
| K14612 | G2012 | .11.848.221.412 | Düsen-O2 120A |
| K14614 | G2014 | .11.848.221.414 | Düsen-O2 160A |
| K14616 | G2016Y | .11.848.221.416 | Düsen-O2 200A |
| K541228 | G3028 | .11.848.201.1628 | Düsenkappe |
| K641522 | G4022 | .11.848.201.1522 | StrudelGaskappe |
| K641525 | G4025 | .11.848.201.1525 | StrudelGaskappe |
| K641530 | G4030 | .11.848.201.1530 | StrudelGaskappe |
| K04242 | G032Y | .11.848.421.310 | Kathoden-O2 |
| K04244 | G034Y | .11.848.421.330 | Kathoden-O2 |
| K74251 | G121 | .11.848.421.145 | Gasführer |
| K14826 | G2326Y | .11.848.421.426 | Düsen-O2 280A |
| K14830 | G2330Y | .11.848.421.430 | Düsen-O2 360A |
| K14831 | G2331Y | .11.848.421.431 | Düse - O2-400A |
| K541409 | G3209 | .11.848.401.1609 | Düsenkappe |
| K541419 | G3219 | .11.848.401.1619 | Düsenkappe |
| K541429 | G3229 | .11.848.401.1629 | Düsenkappe |
| K641745 | G4345 | .11.848.401.1545 | StrudelGaskappe |
| K641750 | G4350 | .11.848.401.1550 | StrudelGaskappe |
| K641755 | G4355 | .11.848.401.1555 | StrudelGaskappe |
Technische Unterstützung:
Hauptfaktoren, die zu ernsten Abfall des Stahls und der Versorgungen führen
Cnc-Flamme und Plasmaschneidenmaschine zu Beginn vieler Industrieunternehmen, CNC-Schneidemaschinehersteller in der Produktion von waagerecht ausgerichtetem allmählich reifem des werkzeugmaschinenentwurfs und -herstellung und von stabil. Aber im CNC-Schneidemaschine-Hardware-Struktur- und -herstellungsniveau von gleichen oder von den ähnlichen Umständen, wegen des Mangels an NC-Ausschnitt-Software-Technologie, NC-Schneidemaschine, die bei dem Schnitt der Produktions-Leistungsfähigkeit ist niedrig gebräuchlich ist, sind, der Stahl allgemein und Materialabfall sind ernste Probleme, die spezifische Leistung in den folgenden Aspekten:
1. Das numerische Kontrollsystem ist nicht stabil: Benutzer im Kauf der CNC-Schneidemaschine CNC-Systemauswahl, üben blind hohe Konfiguration des Zivilcomputers, Auswahl von Fenstern System, Hochfrequenz-CPU und Festplatte aus und ignorieren die Stabilität des numerischen Kontrollsystems, das in der Industrie benutzt wird. Wegen der Macht Hochfrequenz-CPU und der Festplatte bearbeitet hoher Heizwert, besonders im Sommer, die interne überhitzende Hitze CNC-Systems, mit dem Ergebnis CNC-Systems und der Schneidemaschine nicht, muss das numerische Kontrollsystem für das Abkühlen des industriellen Ventilators benutzen. Darüber hinaus muss die Hochfrequenz-CPU mit einem Ventilator ausgerüstet werden, und der Ventilator ist zur Abnutzung, begrenztes Leben, führen leicht zu die CPU einfach und Motherboardschaden, Festplattenerschütterungsschaden der Bahn und ansteckendes Virus verursachen die Instabilität des NC-Systems und führen zu geschnittene Produktionsstagnation.
2. ohne den Gebrauch von Verschachtelungs-Software: im Kauf von CNC kaufte Schneidemaschine nicht die Verschachtelungsoptimierungs-Software, nur der Gebrauch von CAD-Software und NC-Umwandlungs-Software, die Zeichnung und NC-Ausschnitt archivieren, oder wird NC-System in der Teilbibliothek, im NC-System von DXF- oder NC-Datei der manuelle Prozess genannt, der meistens, lokaler Ausschnitt, CNC-Schneidemaschine in einer Warteprogrammierungsverschachtelung im Inaktiv nistet, verringert groß die numerisches Steuerschneidemaschineproduktions-Leistungsfähigkeit, auch wegen des lokalen Stahlplattenausschnitts, produzierte viele überschüssigen Materialien, oder überschüssiger Stahl, Stahl führt zu den ernsten Abfall.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!