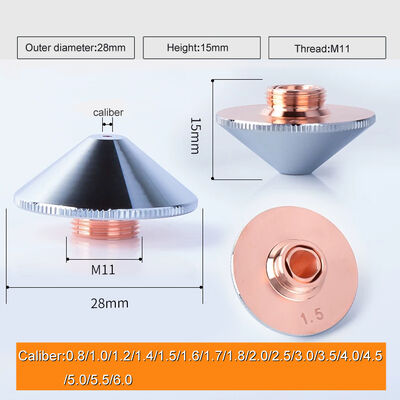
Kjellberg-Fackel-Zusätze 11.842.401.160 S3004 für Düsen-Kappe Kjellberg HiFocus
Schweißen u. Schneidtechnik Shanghais ZhouBo ist eine Fachmannherstellerplasma-Verbrauchsmaterialelektrode, Düse, Schild, Strudelring, die innere Kappe und und so weiter behält Kappe, Wasserschlauch, Fackelkörper. Wir haben die zehnjahrerfahrung, zum vieler Länder zu exportieren, und unsere Produkte ist in der Welt sehr wettbewerbsfähig.
Kjellberg-Plasmaschneidenmaschine: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i und so weiter
Kjellberg-Maschine: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, feines Focus450, feines Focus800, feines Focus900 und so weiter
Elektrode: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 und so weiter.
Düse: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
| Maschine |
HEC NEIN. |
Thum NEIN. |
Hinweis NEIN. |
Beschreibung |
|
HiFocus 130i
|
K60191 |
Z501 |
11.835.201.081 |
Staubkappe |
| K601515 |
Z4015 |
.11.835.201.1561 |
Swirlgas-Kappe 1.5mm |
| K601520 |
Z4020 |
11.835.201.1571 |
Swirlgas-Kappe 2.0mm |
| K601522 |
Z4022 |
.11.835.201.1551 |
Swirlgas-Kappe 2.2mm |
| K601525 |
Z4025 |
.11.835.201.1581 |
Swirlgas-Kappe 2.5mm |
| K601530 |
Z4030 |
.11.835.201.1591 |
Swirlgas-Kappe 3.0mm |
| K601640 |
Z4140 |
11.835.401.1571 |
Swirlgas-Kappe 4.0mm |
| K601830 |
Z4530 |
11.835.411.1581 |
Swirlgas-Kappe 3.0mm |
| K601835 |
Z4535 |
11.835.411.1580 |
Swirlgas-Kappe 3.5mm |
| K601840 |
Z4540 |
11.835.411.1591 |
Swirlgas-Kappe 4.0mm |
| K601845 |
Z4545 |
11.835.411.1590 |
Swirlgas-Kappe 4.5mm |
| K511204 |
S3004 |
11.842.401.160 |
Düsen-Kappe 0.4mm |
| K511208 |
S3008 |
11.842.401.162 |
Düsen-Kappe 0.8mm |
| K511228 |
S3028 |
11.842.401.1622 |
Düsen-Kappe 0.8mm |
| K511248 |
S3048 |
11.842.401.1624 |
Düsen-Kappe 0.8mm |
| K511218 |
S3018 |
11.842.401.1621 |
Düsen-Kappe 0.8mm |
| K11606 |
S2006X |
11.843.021.406 |
Nozzle0.6 25A |
| K11607 |
S2007X |
11.843.021.407 |
Nozzle0.7 35A |
| K11608 |
S2008X |
11.843.021.408 |
Nozzle0.8 50/60A |
| K11609 |
S2009X |
11.843.021.409 |
Nozzle0.9 70/80A |
| K11610 |
S2010X |
11.843.021.410 |
Nozzle1.0 80/90A |
| K11611 |
S2011X |
11.843.021.411 |
Nozzle1.1 90/100A |
| K11612 |
S2012X |
11.843.021.412 |
Nozzle1.2 100/130A |
| K11614 |
S2014X |
11.843.021.414 |
Nozzle1.4 130/160A |
| K11616 |
S2016X |
11.843.021.416 |
Nozzle1.6 160A |
| K11712 |
S2112X |
11.843.121.412 |
Nozzle1.2 100A |
| K11714 |
S2114X |
11.843.121.414 |
Nozzle1.4 130A |
| K11716 |
S2116X |
11.843.121.416 |
Nozzle1.6 160A |
| K111014 |
S2514X |
11.843.111.614 |
Nozzle1.4 120A |
| K111016 |
S2516X |
11.843.111.616 |
Nozzle1.6 140A |
| K111018 |
S2518X |
11.843.111.618 |
Nozzle1.8 160A |
| K0102 |
S002Y |
11.843.021.320-AG |
Kathode, AG |
| K0112 |
S012X |
11.843.121.310-AG |
Kathode, AG |
| K0122 |
S042 |
11.842.411.510 |
Kathode, HiFinox® (i) |
| K0132 |
S052 |
11.842.511.510 |
Kathode, FineFocus® (i) |
| K91231 |
S901 |
11.842.401.152 |
Kühlrohr |
Technische Unterstützung:
Hauptfaktoren, die zu ernsten Abfall des Stahls und der Versorgungen führen
1. Das numerische Kontrollsystem ist nicht stabil: Benutzer im Kauf der CNC-Schneidemaschine CNC-Systemauswahl, üben blind hohe Konfiguration des Zivilcomputers, Auswahl von Fenstern System, Hochfrequenz-CPU und Festplatte aus und ignorieren die Stabilität des numerischen Kontrollsystems, das in der Industrie benutzt wird. Wegen der Macht Hochfrequenz-CPU und der Festplatte bearbeitet hoher Heizwert, besonders im Sommer, die interne überhitzende Hitze CNC-Systems, mit dem Ergebnis CNC-Systems und der Schneidemaschine nicht, muss das numerische Kontrollsystem für das Abkühlen des industriellen Ventilators benutzen. Darüber hinaus muss die Hochfrequenz-CPU mit einem Ventilator ausgerüstet werden, und der Ventilator ist zur Abnutzung, begrenztes Leben, führen leicht zu die CPU einfach und Motherboardschaden, Festplattenerschütterungsschaden der Bahn und ansteckendes Virus verursachen die Instabilität des NC-Systems und führen zu geschnittene Produktionsstagnation. ohne den Gebrauch von Verschachtelungs-Software: im Kauf von CNC kaufte Schneidemaschine nicht die Verschachtelungsoptimierungs-Software, nur der Gebrauch von CAD-Software und NC-Umwandlungs-Software, die Zeichnung und NC-Ausschnitt archivieren, oder wird NC-System in der Teilbibliothek, im NC-System von DXF- oder NC-Datei der manuelle Prozess genannt, der meistens, lokaler Ausschnitt, CNC-Schneidemaschine in einer Warteprogrammierungsverschachtelung im Inaktiv nistet, verringert groß die numerisches Steuerschneidemaschineproduktions-Leistungsfähigkeit, auch wegen des lokalen Stahlplattenausschnitts, produzierte viele überschüssigen Materialien, oder überschüssiger Stahl, Stahl führt zu den ernsten Abfall.
2. Kann automatischen Ausschnitt nicht erzielen: Cnc-System ohne die automatische Schneidvorgang- und Ausschnittparameterdatenbank, Ausschnittarbeitskräfte machen nur aufgrund der Erfahrung ein und beobachten die Augen, indem es manuell das Lochen, Schnittgeschwindigkeit und Eckenbeschleunigung und -verlangsamung justiert und steuert, kann automatische Perforierung nicht erzielen und automatischer Ausschnitt, CNC-Schneidemaschineproduktions-Leistungsfähigkeit kann eine effektive Rolle nicht spielen.
3. Einzelne Ausschnitthitze und Ausschnittdeformation: ist jedes Teil zu ist vorgeheizte Perforierung und eine des Ausschnitts, ohne den Gebrauch von dem Rand, Bürgschaftsrand, ununterbrochenen Ausschnitt, die Ausschnittweise, nicht nur anfällig für heiße Ausschnittdeformation und die Flamme vorgeheizten Zeit raubenden Verbrauchsmaterialien der Perforierung überbrückend, niedrige Ausschnitt-Leistungsfähigkeit, kann überschüssiges ernstes des Munds schneiden.
4. Ausschnittqualitätsproblem: führen Sie Teile, wie Narben eines Schnittpunkt-Brandes, Teil Eckburning, Ausschnittoberflächenneigung übermäßig, Ausschnittkreisteil-Kreisdeformation, oder nicht geschlossen, treten großes Werkstück des Ausschnitts ernster Fehler, die Ausschnittdeformation wie die nicht Schließung des schweren Ausschnittqualitätsproblems auf.

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!